
Introduction
Every garment tells a story through its fabric. For most of fashion history, that story was told slowly. Brands relied on screen printing, rotary engraving, and labour-intensive dyeing — all requiring weeks of setup and enormous minimum order quantities. Digital textile printing is rewriting that story at speed — the industry defines it as any inkjet-based method of printing colorants onto fabric.
Today, brands can move from design file to finished cloth in days, not months. They can also change patterns between print runs at no additional tooling cost. Colours that were once difficult to replicate accurately are now reproduced reliably on demand. The technology is faster and more precise than traditional methods. For fashion brands navigating shorter seasons, more SKUs, and rising pressure to reduce waste, digital printing of textiles has moved from a specialist technique to a core production strategy.
This guide explains what digital textile printing is, how it works, and where it fits inside the modern garment development workflow. It also covers the key decisions brands face when choosing between print methods, managing quality, and integrating digital fabric printing into their fashion supply chain.
Current trends in the digital textile printing industry, such as sustainability and customization, are driving strong growth, with a projected CAGR of 13.5% from 2023 to 2030. These trends are transforming the textile industry, making digital textile printing a key factor in its ongoing development and innovation.
What Is Digital Textile Printing?
Digital textile printing is the process of applying ink or dye directly onto fabric using a computer-controlled inkjet printing system. Unlike conventional textile printing methods — which require physical screens, rollers, or engraved cylinders — digital cloth printing transfers the design from a digital file to the fabric surface without any intermediate tooling. Digital textile printing allows for high-resolution, customizable designs printed directly onto fabrics.
The process begins with a design created or processed in software. That file then goes directly to a specialised textile printer, which deposits ink onto the fabric in precise dot patterns controlled by software algorithms. The result is a print that can reproduce photographic detail, gradients, and fine line work that conventional screen printing cannot achieve economically. This enhances efficiency and reduces waste.
Fashion brands use digital printing of textiles across a wide range of applications: apparel, accessories, home textiles, sportswear, swimwear, and luxury fashion. It works on virtually any fabric type, highlighting its versatility across different materials. Furthermore, the same core technology serves both a small independent designer printing fifty metres and a large brand printing thousands of metres per week.
Additionally, digital textile printing supports the use of eco-friendly inks, which are water-based and reduce the need for harsh chemicals, enabling more sustainable and environmentally responsible manufacturing.

A Brief History of Textile Printing
To understand why digital textile printing matters, it helps to know what came before it.
Woodblock printing dates back centuries and was the dominant method of decorating cloth for much of human history. Subsequently, screen printing, developed in the early twentieth century, accelerated production dramatically and remained the industry standard for most of the post-war fashion era. Later, rotary screen printing — a continuous, high-speed evolution of flat screen — became the workhorse of large-scale fabric mills from the 1960s onwards.
Each of these traditional methods required physical tools before manufacturers could print a single metre of fabric. Screens cost both money and time to produce. Additionally, changing a colour or a pattern meant making new screens from scratch. This created a built-in incentive to print large quantities of the same design — which in turn drove overproduction, unsold stock, and waste. By contrast, digital textile printing eliminates many of these limitations, allowing for smaller runs, faster setup, and greater flexibility.

The first inkjet systems capable of printing on fabric appeared in the late 1980s and early 1990s. Early machines ran slowly, and ink systems offered a limited colour range. However, by the 2000s, advances in print head technology and textile-specific ink chemistry made digital cloth printing commercially viable for short runs. Within another decade, it had become fast enough to compete with screen printing at mid-range volumes as well. This innovative approach has transformed fabric production by enabling advanced, sustainable, and highly customizable methods.
Today, digital fabric print technology is one of the fastest-growing segments of the global textile machinery market, driven by demand for speed, customisation, and reduced environmental impact. The digital textile printing market is predicted to surpass USD $8 billion by 2030, as digital textile printing becomes the preferred method due to its affordability and speed compared to traditional methods.
How Digital Textile Printing Works
The digital textile printing process involves several stages. Understanding each one helps brands make better decisions when working with print suppliers. Digital textile printing streamlines the manufacturing process by reducing or eliminating steps like pre- or post-treatment, making production more efficient and resource-friendly.
Pre-Treatment
Most fabrics require a chemical pre-treatment before printing. This coating prepares the fibre surface to accept ink or dye properly, ensuring sharp definition and strong colour saturation. The specific pre-treatment formula depends on the fabric type and the ink system being used. In fact, skipping or under-applying pre-treatment is one of the most common causes of poor print quality.
File Preparation and Colour Management
Brands must prepare the design file to the printer’s specifications before printing begins. This includes resolution (typically 150–300 dpi for fabric at scale), colour profile (usually converted to the printer’s specific ICC profile), and repeat layout if the design is a continuous pattern.
Colour management is a critical and often underestimated step. Specifically, the colours on a screen look different from colours printed on fabric. Translating between a monitor’s RGB colour space and a textile printer’s expanded ink set requires calibrated colour profiles. For colour-critical work, physical proof prints are also essential.
Printing
The fabric passes through the printer, either fed from a roll or held flat on a belt system. Print heads deposit ink in thousands of tiny droplets per second, building up the image layer by layer. Advanced inkjet technology enables precise, consistent ink application across a wide range of fabrics, producing intricate designs and vibrant colors that are difficult to achieve with traditional methods.
Print speed varies significantly between machine types — from a few metres per hour on high-resolution fine art systems to hundreds of metres per hour on industrial production machines. Advanced printers let manufacturers achieve vibrant colors, sharp details, and smooth gradients on virtually any fabric.
Fixation
After printing, manufacturers must fix the ink to the fibre to achieve wash-fastness and durability. Reactive dyes on cotton typically require steaming. Acid dyes on silk or nylon also use steam for fixation. For disperse dyes on polyester, manufacturers apply heat fixation — called thermosol or sublimation. Pigment ink systems use heat curing and require no steaming.
Washing and Finishing
After fixation, many ink systems require a wash-off stage to remove unfixed dye and pre-treatment chemicals. The fabric then goes through finishing processes — stentering, calendering, or softening — to restore handle and dimensional stability. Some digital textile printing processes reduce or eliminate post-treatment needs, streamlining production and improving sustainability.
Printers also commonly use heat pressing to fix prints and ensure durability in the finished textile. Additionally, the choice of fabric and finishing process affects how quickly printed material fades. Cotton, for example, tends to fade faster than more durable options such as polyester.

Types of Digital Textile Printing
Not all digital textile printing is the same. In fact, the ink system and printing method determine which fabrics to print, how the result looks and feels, and the environmental profile of the entire process.
Digital textile printing uses different ink types — such as sublimation, reactive, acid, disperse, and pigment inks—each suited for various fabrics and specific applications. This versatility allows high-quality prints on a wide range of materials, making digital textile printing adaptable for fashion, sportswear, and home textiles.
As a sustainable option, digital textile printing reduces water and energy consumption, uses chemical-free inks, and generates less waste compared to traditional methods. The textile printing market is expanding rapidly, driven by innovations in ink types, sustainability, and the growing demand for custom products.
Digital textile printing enables manufacturers to create custom, small-batch products tailored to specific audiences, supporting unique and personalized designs. Additionally, it is more affordable than traditional printing methods, making it a popular choice for manufacturers seeking cost-effective and flexible solutions.
Reactive Dye Printing
Reactive dyes form a chemical bond with cellulose fibres — primarily cotton, linen, viscose, and their blends. This bond makes the print highly wash-fast and colourfast. The dye becomes part of the fibre rather than sitting on top, which gives it a soft hand feel.
Reactive digital textile printing is the dominant choice for natural fibre apparel, bedding, and home textiles. As a result, it produces excellent colour depth and is compatible with a wide range of design styles.
The limitation is that reactive printing requires steaming, washing, and careful pre-treatment — making it more process-intensive than pigment printing.

Acid Dye Printing
Acid dyes bond with protein fibres and nylon under acidic conditions. This makes them the method of choice for silk, wool, cashmere, and nylon-based performance fabrics. Luxury fashion widely uses acid dye digital printing for scarves, linings, and specialty garments.
Colour brilliance on silk with acid dyes is exceptional. Moreover, the process requires steaming and washing, similar to reactive printing.

Disperse Dye Printing (Sublimation)
Printers use disperse dyes on polyester and most synthetic fabrics. Polyester fabric is predominantly used in digital textile printing due to its durability and ability to hold vibrant colors. Printers first deposit the dye onto transfer paper, then press it onto the fabric using heat and pressure — a process called dye-sublimation. The dye passes into the polyester fibre in a gaseous state, producing prints that are embedded in the fabric rather than sitting on the surface.
Sublimation digital fabric print is extremely common in sportswear, swimwear, and performance wear. Colours are vivid and wash-fastness is outstanding. However, it only works effectively on high-polyester content fabrics — typically 80% polyester or above. Consequently, it is not suitable for cotton.
This method is important for brands in the outdoor and sports category. A strong connection exists between sublimation printing capabilities and the product complexity managed through outdoor and sports PLM systems.

Pigment Ink Printing
Pigment-based digital cloth printing works by depositing pigment particles onto the fabric surface, where a binder system holds them in place. This method works on virtually any fibre — cotton, polyester, wool, blends — making it highly versatile.
Pigment inks qualify as eco-friendly because they are water-based, require no steaming, and need minimal or no washing. This makes the process simpler and significantly more water-efficient than reactive or acid systems. These eco-friendly inks significantly reduce water usage compared to traditional printing methods, aligning with sustainability standards and growing consumer demand for eco-friendly practices. Water-based inks are especially suitable for natural fabrics like cotton and viscose, while synthetic fabrics like polyester react better to solvent-based inks. This has made pigment printing attractive from a sustainability standpoint, and ink manufacturers have invested heavily in improving pigment systems in recent years.
The trade-off historically has been slightly reduced colour depth compared to reactive or acid dyes. Hand feel can also be stiffer, depending on the binder system and coverage. New-generation pigment inks are closing these gaps significantly.

Digital Textile Printing vs. Screen Printing
Fashion brands regularly face the decision of which print method to use for a given project. Digital printing and traditional screen printing each have a distinct economic and technical profile. Therefore, brands must evaluate their specific needs — such as order size, design flexibility, and sustainability goals — before choosing between them.
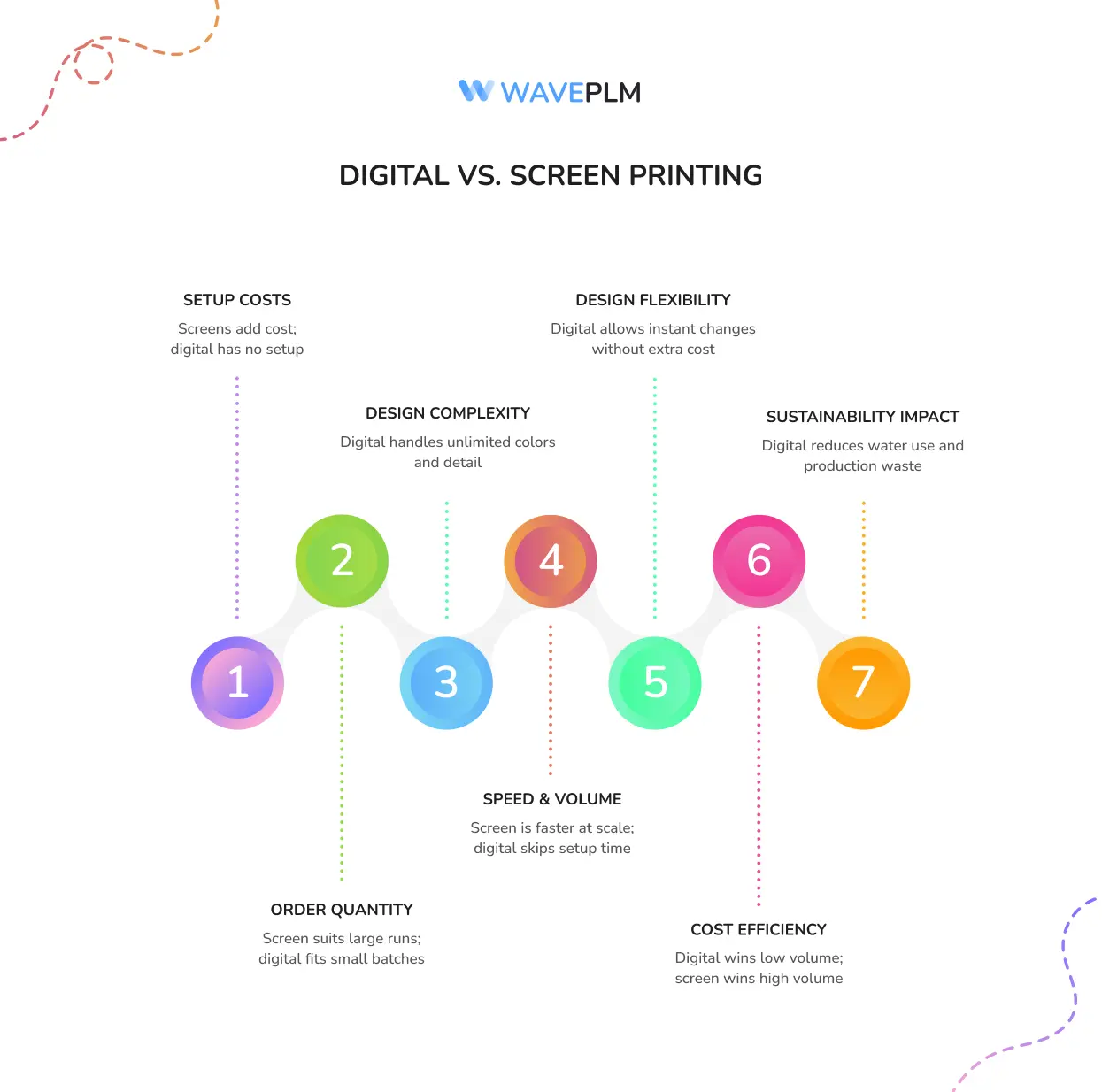
Setup Costs
Screen printing requires a physical screen for each colour in a design. Screens for a typical commercial job cost between €30 and €150 each and take time to produce. A four-colour design requires four screens. Digital printing has zero tooling cost — the design lives in a file.
Minimum Order Quantity
Screen printing is economical at scale. The setup cost is fixed, so the more you print, the lower the per-unit cost. Digital textile printing has a much flatter cost curve, making it economical even for very small quantities. For brands doing limited editions, sampling, or on-demand production, this changes the economics of the entire model. Additionally, digital textile printing can lead to lower production costs by increasing efficiency and reducing material waste.
Colour and Design Complexity
Screen printing is traditionally limited to a set number of spot colours per design, though high-fidelity process printing has extended its range. Digital printing of textiles has no meaningful colour limit — gradients, photographic detail, and complex multi-colour patterns all print at the same cost as a simple two-colour design. The versatility and quality of printed material produced by digital textile printing make it suitable for a wide range of applications, from fashion to interior decor.
Speed and Volume
Once screens are made, screen printing runs very fast. For large volumes where a design is not changing, it remains highly competitive on throughput. Digital printing is slower per metre on high-resolution settings but eliminates the days or weeks needed for screen production.
Design Changes
In screen printing, changing a design means making new screens. By contrast, in digital textile printing, a design change is simply a file change — no additional cost or lead time.
Digital printing typically becomes cost-competitive with screen printing in the range of 200–500 metres. The exact threshold depends on colour count and design complexity. Below that volume, digital is almost always the better choice. Above it, the comparison depends heavily on design stability and how frequently changes occur.
Digital textile printing is increasingly adopted for its environmental benefits. These include reduced water usage and waste, making it essential for brands seeking more sustainable production.
The Role of Digital Textile Printing in Sustainable Fashion
Sustainability is one of the most cited reasons brands shift toward digital printing of textiles. The environmental case is real, though it requires nuance. Moreover, the fashion industry increasingly recognises digital textile printing as a sustainable option, offering eco-friendly solutions that align with market growth and the demand for responsible manufacturing.
Water Consumption
Conventional screen printing and dyeing processes are among the most water-intensive steps in textile manufacturing. Digital reactive and acid printing still require water for fixation and washing, but typically use significantly less than conventional pad-dyeing and screen printing. Pigment ink digital systems use the least water of any print method, requiring minimal or no washing.
Chemistry and Ink Safety
Screen printing pastes contain significant quantities of chemicals, thickeners, and fixatives. Digital ink systems have moved toward water-based formulations, and many are certified under OEKO-TEX or GOTS-compatible standards. Furthermore, eco-friendly inks reduce environmental impact significantly. These water-based formulations are less harmful and support sustainable manufacturing practices. The elimination of screen-printing chemicals is a meaningful environmental gain.
Waste Reduction
In practice, printed-to-order production fundamentally changes the waste equation. When brands print exactly what they need, they avoid the large volumes of unsold fabric that conventional minimum-order structures generate. This is the deepest sustainability benefit of digital textile printing — it enables a genuinely different production model, not just a cleaner version of the existing one. Digital textile printing also meets the demands of modern consumers for sustainable and customized products, supporting the shift toward eco-friendly and personalized fashion.
Energy Use
Industrial digital printers consume significant energy, and fixation processes (steaming, heat) add to this. However, the elimination of screen making, screen cleaning, and large-batch dyeing infrastructure reduces the total energy footprint of the full process.
Sustainability decisions in textile printing are ultimately decisions about the fashion supply chain as a whole. Brands that use digital cloth printing to enable on-demand production unlock sustainability gains that go far beyond the print process itself. Digital textile printing utilizes eco-friendly inks and significantly reduces water usage compared to traditional methods, making it an eco-friendly and sustainable option for the fashion industry.

Digital Textile Printing and Product Development
Digital fabric print technology is not just a production technique — it is a design development tool. This is one of the most under-appreciated aspects of its value for fashion brands.
In a conventional development workflow, a designer creates a print artwork and sends it to a mill for screen production. The mill produces strike-offs for approval. Each round of revisions requires new screen corrections and another set of strike-offs. This cycle can take four to eight weeks and cost hundreds of euros per design before a brand prints a single production metre.
Fortunately, digital printing collapses this cycle. A designer can send a file to a print bureau today and have a physical proof in their hands within days. Teams can make colour adjustments, scale changes, and layout revisions quickly and reproof within days. This compresses the design development in fashion timeline and reduces the cost of iteration significantly. Digital textile printing lets brands print custom, high-resolution designs directly onto fabrics. This speeds up development and cuts waste compared to traditional methods.
The ability to test designs at low cost also changes what designers are willing to try. When a print strike-off costs €15 instead of €150 plus four weeks of lead time, experimentation becomes economically rational. More design options get physical evaluation before commitment, leading to better final choices and fewer expensive mistakes at production scale.
Digital Textile Printing and Tech Packs
When a brand commits to a print design and moves into production, teams must document all specifications accurately in the technical documentation. For digitally printed garments, this includes more detail than many brands initially anticipate.
A tech pack for a digitally printed garment should specify the print file reference and version, fabric substrate and pre-treatment requirements, print method and ink system, colour references (both as a calibrated file and as physical standard swatches), placement specifications (position, scale, repeat type), wash-fastness requirements and the test standard to which they must comply, and any post-print finishing requirements.
This level of detail prevents the most common print quality failures. Without it, a design approved on one fabric and ink system may be reproduced by a different supplier using different parameters, resulting in visible colour and quality discrepancies.
Managing all of this information alongside the rest of a garment’s bill of materials is exactly the function a BOM system is designed to handle. The connection between print specification management and a structured BOM table is direct — the print file and its associated specifications are as much a component of the garment as the zipper or the label.

Quality Control for Digitally Printed Textiles
Quality control in digital textile printing operates at several levels. Brands that rely on digital fabric print for critical garments need to understand what to check and when. Teams run quality control at every stage to ensure the final product meets durability, colour accuracy, and appearance standards.
Pre-production checks include file verification (resolution, colour profile, repeat alignment), substrate verification (fibre content, weight, pre-treatment standard), and machine calibration confirmation from the printer.
In-line checks during production include colour measurement against an approved standard (using a spectrophotometer), visual inspection for banding or head-strike artefacts, and registration checks on multi-pass prints.
Post-production checks include wash-fastness testing (ISO 105-C06 or equivalent), rub-fastness, light-fastness for products with outdoor or display exposure, and dimensional stability after washing. The texture and weight of the fabric also influence print quality. Heavier materials, for example, allow for more complex patterns. Therefore, running these checks consistently is the only way to ensure reliable results across all printed material.
Managing these checkpoints systematically is part of a broader quality control in clothing industry approach. For brands working with multiple print suppliers across regions, centralising quality standards in a PLM system ensures consistency. It also creates an auditable record of approvals.

Where to Source Digital Textile Printing
Brands sourcing digital cloth printing for the first time often discover that the supplier landscape is fragmented. The textile industry is rapidly evolving, with the textile printing market experiencing significant growth due to advancements in digital printing technologies, sustainability, and customization trends. Sourcing decisions are influenced by the overall textile printing market landscape and the importance of selecting the right partners.
A few structural categories are worth understanding:
Specialist Digital Print Bureaus
Specialist digital print bureaus are dedicated facilities offering digital printing as a service, often across multiple substrate types and ink systems. They typically offer low MOQs, fast turnaround, and high technical competence — making them the best starting point for prototyping and short-run production.
Mill-Integrated Digital Print
Mill-integrated digital print is increasingly offered by fabric mills that have invested in digital printing alongside their conventional production lines. This allows brands to source fabric and print from a single supplier, simplifying logistics and ensuring the fabric is correctly matched to the ink system.
Garment Manufacturers with In-House Print
Garment manufacturers with in-house print are becoming more common, particularly in sportswear and swimwear. This model allows for placement printing on cut panels or finished garments, with the manufacturing and printing steps managed together.
A wide range of various fabrics, including woven, knitted, and non-woven materials, are available for digital textile printing. Woven fabrics, in particular, are valued for their durability and are commonly used for applications such as flags, banners, and outdoor signage. The suitability of different fabrics for digital textile printing enables brands to meet diverse application needs across fashion, sportswear, and home textiles.
Ultimately, sourcing the right print partner is part of the broader fabric sourcing decision that brands face at textile trade shows and through their supplier networks. The considerations — MOQ, lead time, certifications, quality processes, and price — are the same regardless of whether you are sourcing a fabric or a print service.
Digital Textile Printing and PLM
Managing digitally printed collections generates a significant volume of data to track across every design and season. Each design has a file, a colour standard, a substrate specification, a supplier, a set of test results, and a version history. Multiply this across dozens of styles and three or four seasonal collections, and the management challenge becomes substantial. Efficient management of digital textile printing data is essential for scaling production and maintaining accuracy across all collections.
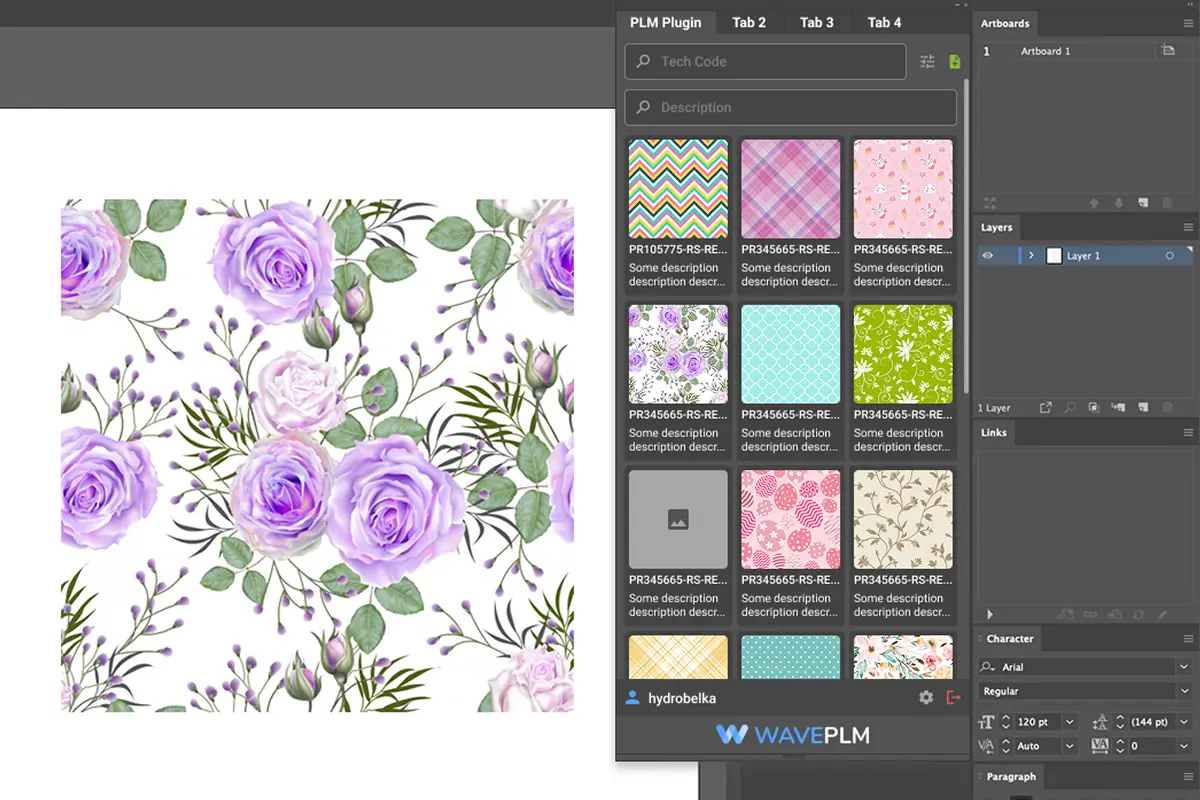
This is precisely where PLM software adds direct, measurable value. A fashion PLM system stores print file references alongside the full material specification. Print approvals link to specific styles and colourways. Additionally, it tracks the status of strike-offs and lab dips across multiple suppliers, and ensure that the production brief sent to a manufacturer reflects the approved specification — not an outdated version. The right equipment and technology are also essential in supporting efficient PLM workflows, enabling seamless integration between design, production, and data management.
For brands scaling their use of digital textile printing, integrating it into a PLM workflow is essential. It is the difference between a one-off creative exercise and a repeatable, scalable production process.
Key Questions to Ask a Digital Print Supplier
When evaluating a digital textile printing partner, the following questions help assess technical capability and operational fit:
- Which ink systems do you operate, and which fabrics can each handle?
- Which ink types (such as sublimation, reactive, acid, disperse, or pigment inks) do you use, and for which applications?
- What equipment do you use for digital textile printing, and how does it support efficient and sustainable production?
- What is your maximum print width, and how does this affect repeat layouts?
- How do you manage colour calibration, and what standards do you use?
- What pre-treatment process do you use, and is it included in your service?
- What is your minimum order quantity and standard lead time?
- Do you offer colour matching to Pantone references or physical standards?
- Which certifications does your facility or ink system hold (OEKO-TEX, GOTS, Bluesign)?
- What wash-fastness testing do you perform, and can you share results?
- How do you handle reprints when a production run does not match the approved standard?
These questions establish whether a supplier has the essential technical infrastructure, equipment, and quality culture required for production-grade digital fabric printing, not just short-run creative work. Ensuring your supplier has these essential capabilities is critical for successful digital textile projects.
The Future of Digital Textile Printing
Digital textile printing is evolving rapidly, and several developments are shaping the next phase of the technology. The industry now recognises it as an innovative and versatile solution that enables high-quality, customisable, and sustainable fabric printing — driving significant growth in the printing market. Market forecasts show growth from £2.1 billion at the end of 2025 to £3.7 billion by 2035. Ongoing innovations in quality and efficiency are driving this expansion. Key application areas such as soft signage and home decor are benefiting from these advancements, allowing for customized, high-quality printed materials that meet the demands of both the fashion and interior decorating sectors.
Higher Speeds
Industrial single-pass digital printers are now reaching production speeds that compete with rotary screen printing for the first time. In these systems, the fabric moves once through a fixed array of print heads. As a result, they remove one of the last remaining barriers to replacing conventional methods at scale.
Expanded Substrate Capability
Ink chemistry research continues to extend the range of fabrics that can be printed digitally, including heavily textured materials, very open weaves, and technical performance fabrics that previously required specialised processes.
Integration with 3D Design Tools
Moreover, as brands adopt 3D virtual prototyping — a workflow that wearable technology in fashion is also accelerating — the ability to validate how a digital print will appear on a three-dimensional garment before committing to physical production becomes more valuable. Print file formats and 3D design software are increasingly being developed with interoperability in mind.
On-Demand and Localised Production
The combination of digital printing with on-demand manufacturing models is enabling a shift toward localised, low-inventory production — smaller quantities produced closer to the point of sale. This model reduces both the financial risk of unsold stock and the environmental cost of long-distance logistics.
Sustainable Ink Innovation
Next-generation water-based pigment inks with reduced binder content, bio-derived dye precursors, and waterless print systems are all in active commercial development. UV-curable inks, for example, offer fast-drying properties, durability, and environmental benefits by reducing energy consumption and eliminating the need for harsh chemicals.
The environmental profile of digital printing will continue to improve as these technologies mature, positioning digital textile printing as a sustainable option for the future. For example, recent innovations include eco-friendly DTF inks compatible with a wide range of fabrics. These show how the industry is meeting demand for vibrant colours, efficiency, and sustainability in fashion and home decor alike.
Conclusion
Digital textile printing has moved from a niche production technique to a central capability for modern fashion brands. Its ability to support short runs, rapid design iteration, and on-demand production makes it strategically valuable at every scale — from independent designers to established global brands.
Indeed, understanding the technology — its types, its economics, its quality requirements, and its place in the development workflow — allows brands to use digital fabric print more effectively and more profitably. Digital textile printing is not simply a faster way to print fabric — it is a different way to design, develop, and manufacture products, with implications that run through the entire supply chain.
For brands looking to scale their use of digital printing of textiles, integrating print management into a PLM system is the logical next step. Centralised specification management, supplier tracking, and approval workflows transform digital printing from a creative tool into a production-ready capability.
If you want to explore how Wave PLM can support your digital textile printing workflow, explore the platform features or book a free demo.




Leave a Reply